
切削液发臭,从来不只是“味道难闻”这么简单。它往往意味着微生物繁殖、液体失衡、杂质累积、水质异常等问题已经在系统内部同步发生,并进一步影响加工精度、刀具寿命、设备状态与现场管理。围绕这一常见痛点,嘉实多提出以浓度、pH值、水质硬度、氯离子、杂质、微生物状态、泡沫为核心的七项检测思路,帮助企业从“出了问题再补救”,转向“提前识别、提前干预”的切削液健康管理方式。
在很多金属加工现场,切削液发臭常常被当成一个“等出现了再处理”的小问题。
有人觉得,味道重一点,忍一忍就过去了;
有人觉得,发黑、起泡、分层了再换液也不迟;
还有人直到机床报警、工件生锈、刀具异常磨损,才意识到问题并不只是“切削液有点变味”。
事实上,切削液一旦突然变质发臭,背后往往不是单一因素,而是整个液体管理系统出现了失衡。真正受影响的,也绝不只是现场空气,而是加工稳定性、设备运行状态、产品质量以及企业的综合成本。

切削液发臭,为什么不能只当成“小毛病”?
切削液在金属加工中承担着冷却、润滑、清洗、防锈等多重功能。一旦系统状态失控,它带来的连锁反应往往会比想象中更快。
最直接的变化,是现场气味变重、液体颜色异常、泡沫增多,甚至出现分层、发黑、沉积物增加等情况。进一步发展后,还可能带来以下问题:
加工精度波动,影响产品一致性;
刀具磨损加快,增加耗材成本;
工件表面状态变差,甚至出现锈蚀风险;
设备内部污染加重,影响运行稳定性;
换液、停机、清槽频率上升,拉高维护成本。
也就是说,切削液发臭并不是孤立现象,它往往是现场管理、液体状态和系统运行风险同时暴露出来的结果。
切削液为什么会突然变质发臭?
从行业经验来看,切削液突然发臭,最常见的根源是微生物大量繁殖。
细菌、真菌等微生物可以通过配液用水、空气、机床死角、工件带入、浮油污染、杂质沉积等多种途径进入切削液系统。当温度适宜、营养来源充足、液体维护不到位时,这些微生物就会迅速繁殖,并在代谢过程中产生异味物质,带来典型的“臭鸡蛋味”或腐败味。
但微生物问题,往往不是单独发生的。它通常和以下因素交织在一起:
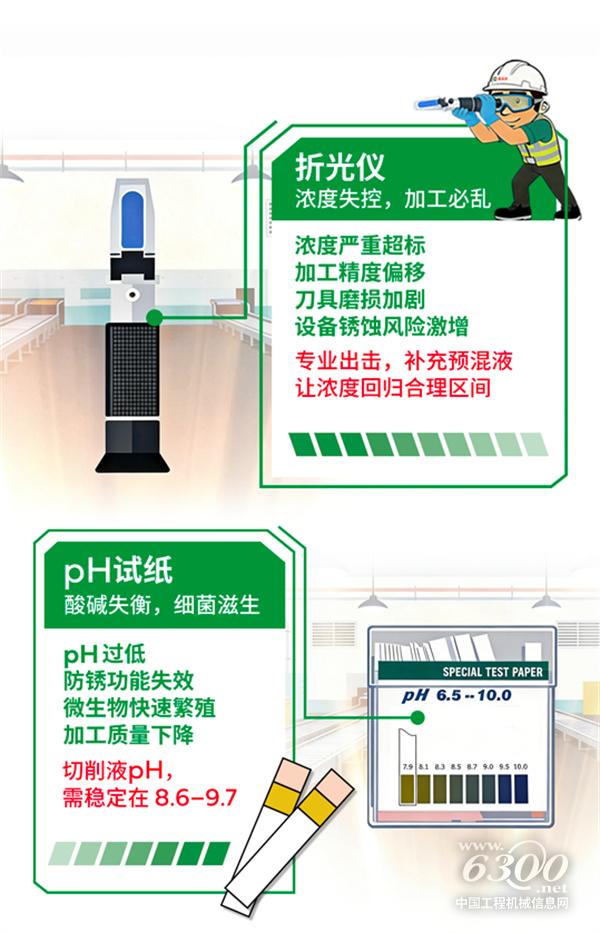
一是浓度失衡。
浓度过低,会削弱切削液应有的润滑、防锈和抑菌能力;浓度不稳定,也会影响加工过程的一致性。
二是pH值波动。
切削液通常需要维持在相对稳定的碱性区间。一旦酸碱平衡被打破,液体抗污染能力下降,变质风险就会升高。
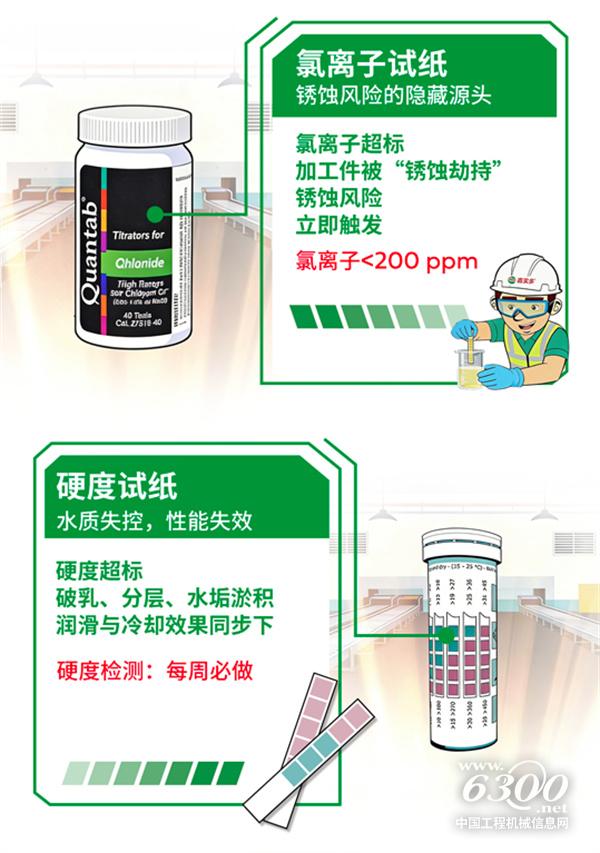
三是水质硬度过高。
如果配液用水硬度偏高,容易引发破乳、分层和水垢问题,影响冷却和润滑效果,也会让系统更不稳定。
四是氯离子超标。
氯离子含量过高,是很多工件锈蚀问题背后的隐形风险之一,尤其在部分精密加工和防锈要求较高的场景中,更不能忽视。
五是杂质与浮油累积。
铁屑、粉尘、加工残渣、导轨油和润滑油泄漏等,都会持续破坏液体环境,为微生物滋生提供条件。
六是泡沫异常。
泡沫不是单纯的视觉问题,它往往意味着液体体系、循环条件或水质状态已经出现异常,进而影响供液和加工稳定性。
所以,切削液发臭的本质,不是“某一个点出了问题”,而是多个参数共同失衡后,系统在用气味发出预警。
为什么切削液管理,不能只靠经验判断?
很多车间依然习惯靠“看颜色、闻味道、凭经验”来判断切削液是否还能继续使用。但在加工节奏越来越快、精度要求越来越高的今天,仅靠经验已经很难满足稳定生产的需要。
因为切削液真正的风险,往往在肉眼可见之前就已经发生。
闻到臭味时,微生物往往已经繁殖到了较高水平;
看到分层时,水质或体系问题通常已经存在了一段时间;
等到工件锈蚀、刀具异常时,损失也往往已经形成。
这也是为什么,越来越多制造企业开始从“事后处理”转向“过程检测”。与其等液体彻底失控后换液,不如通过关键指标监测,在问题扩大前就进行干预。
一件事,为什么要看七个检测点?
围绕切削液健康管理,嘉实多提出了一套更系统的检测思路:不是只盯住某一个现象,而是围绕“切削液能否持续稳定使用”建立完整判断逻辑。
这套思路可以概括为七个关键检测点。
1. 浓度
浓度是切削液发挥冷却、润滑、防锈等作用的基础指标,也是加工稳定性的前提。浓度异常,往往意味着液体性能已经开始偏离设定状态。
2. pH值
pH值会影响液体体系的稳定性,也与微生物繁殖、杂质污染、液体老化密切相关。很多切削液问题的出现,都和酸碱平衡被打破有关。
3. 水质硬度
配液用水常常是现场最容易被忽视的变量。硬度过高,可能导致破乳、分层、水垢增加,进而削弱润滑与冷却效果。水质不稳定,切削液系统也很难长期稳定。
4. 氯离子含量
氯离子常被忽视,却是防锈管理中的关键变量之一。当氯离子水平超出合理范围时,工件锈蚀风险会明显增加。
5. 杂质
金属屑、污物、沉积物、浮油等杂质,会持续改变液体状态,也会为微生物繁殖提供环境。杂质越多,系统越容易恶化。
6. 微生物状态
这是判断切削液是否还能持续使用的重要依据之一。通过显微观察等方式,可以更直观地识别污染程度,为是否干预、何时干预提供依据。
7. 泡沫
泡沫问题看似表面,实际上常与水质、循环状态、液体配比和污染情况有关。泡沫异常,往往意味着系统已经处于不稳定状态。
从这个角度看,七个检测点并不是七个零散动作,而是一套围绕液体健康状态展开的系统判断方法。少看一个点,判断就可能失真;只盯一个点,也很难真正解决问题。
真正有效的管理,不是“坏了再换”,而是“提前干预”
切削液管理最容易出现的误区,就是把它当成耗材,而不是当成系统。
只把重点放在“什么时候换液”,往往是成本最高的做法;
真正更值得重视的,是“怎样让液体在可控状态下稳定运行更久”。
通过定期检测浓度、pH值、水质、氯离子、杂质、微生物和泡沫状态,企业可以更早发现问题源头,更有针对性地采取干预措施,例如优化配液用水、调整浓度、清除浮油、过滤杂质、改善现场卫生、控制污染源等。
这样做的意义,不只是减少异味投诉,更重要的是让加工系统保持更稳定的运行节奏,减少非计划停机,降低刀具和换液损耗,提升设备利用率与产线连续性。


嘉实多专业检测方案,为什么值得被关注?
对于很多制造企业来说,切削液问题并不缺“经验”,真正缺的是一套可执行、可量化、可持续的管理方法。
嘉实多提出的检测思路,价值就在于它不是把切削液问题拆成单个现象,而是把浓度、水质、污染、微生物、泡沫等要素放到同一个系统里看待。它强调的也不是简单换液,而是通过检测建立对液体状态的持续判断能力。
这意味着,企业关注的不再只是“今天臭不臭”,而是:
这槽液还能不能继续稳定用;
风险是来自水质、微生物还是污染;
下一步该补液、清洁、调整,还是需要更深度的干预;
怎样在保障加工质量的前提下,把综合成本控制在更合理区间。
对于追求降本、提速、增效的制造企业而言,这样的管理方式,显然比“凭感觉处理问题”更具现实价值。
中国润滑油信息网观察认为,切削液突然变质发臭,从来不是一个孤立的气味问题,而是液体健康状态发出的明确信号。
它提醒企业:真正需要管理的,不只是液体本身,而是背后的加工稳定性、设备风险、质量控制和成本结构。
从这个意义上说,切削液管理不该等到发臭后才开始。越早建立检测意识,越早形成系统判断,越有机会把问题挡在停机、报废和质量波动之前。
而围绕浓度、pH值、水质硬度、氯离子、杂质、微生物状态和泡沫展开的系统化检测,也为制造现场提供了一种更清晰的路径:
不是等失控后补救,而是在可控中实现更长周期、更稳定的使用。

FAQ
1. 切削液发臭最常见的原因是什么?
最常见的原因是微生物大量繁殖,同时也常伴随浓度失衡、水质异常、杂质累积、浮油污染等问题共同发生。
2. 切削液发臭会带来哪些影响?
除了现场异味,还可能影响加工精度、刀具寿命、工件表面质量、设备稳定性,并增加停机和换液成本。
3. 为什么切削液管理不能只靠闻味道判断?
因为很多风险在气味明显之前就已经发生,例如微生物污染、水质问题、氯离子超标、杂质累积等,仅靠经验判断容易滞后。
4. 切削液检测通常要关注哪些指标?
重点可关注浓度、pH值、水质硬度、氯离子、杂质、微生物状态和泡沫等关键指标。
5. 水质硬度为什么会影响切削液状态?
硬度过高可能导致破乳、分层、水垢增加,进而影响冷却、润滑和系统稳定性。
6. 氯离子超标会带来什么风险?
氯离子过高可能增加工件锈蚀风险,尤其在对表面质量和防锈要求较高的加工场景中更应重视。
7. 嘉实多检测方案的价值在哪里?
其价值在于通过系统化检测思路,帮助企业更早识别风险来源,减少凭经验管理带来的滞后和不确定性。
友情提醒 |
本信息真实性未经中国工程机械信息网证实,仅供您参考。未经许可,请勿转载。已经本网授权使用的,应在授权范围内使用,并注明“来源:中国工程机械信息网”。 |
特别注意 |
本网部分文章转载自其它媒体,转载目的在于传递更多行业信息,并不代表本网赞同其观点和对其真实性负责。在本网论坛上发表言论者,文责自负,本网有权在网站内转载或引用,论坛的言论不代表本网观点。本网所提供的信息,如需使用,请与原作者联系,版权归原作者所有。如果涉及版权需要同本网联系的,请在15日内进行。 |

 2025CICEE长沙工程机械展专题
2025CICEE长沙工程机械展专题 bauma CHINA 2024上海宝马工程..
bauma CHINA 2024上海宝马工程..

 2025长沙国际工程机械展:铁建重工
2025长沙国际工程机械展:铁建重工 2025长沙国际工程机械展:中联重科
2025长沙国际工程机械展:中联重科 2025长沙国际工程机械展:潍柴动力
2025长沙国际工程机械展:潍柴动力 2025长沙国际工程机械展:三一
2025长沙国际工程机械展:三一